产品中心
- 全国咨询服务热线18353473366

2019-01-23
如何延长刀具的使用寿命呢
深孔刀具的使用寿命低的原因一般是因为1.铰刀材料不合适;铰刀在刃磨时烧伤;2.切削液选择不合适,切削液未能顺利地流动,切削处以及铰切削刃磨后表面粗糙度值太高。针对这些问...查看详细+

2019-01-23
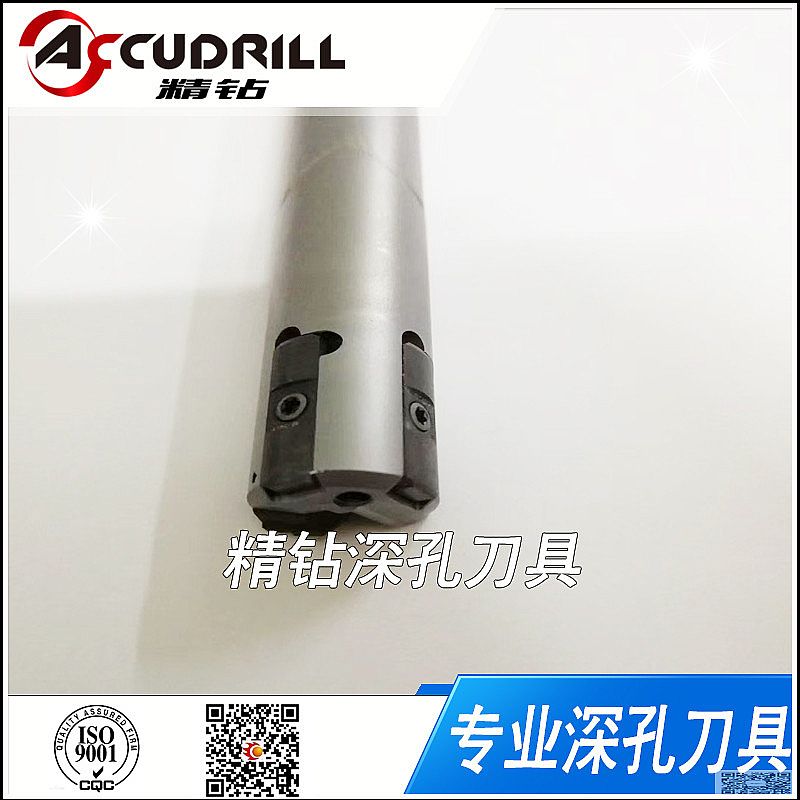
深孔刀具附具应用技术
1.JT型孔精镗头专用刀块该刀块采用硬质合金焊接结构,长度方向可微量调整,刀块与精镗刀体之间采用浮动连接,适用于深孔的精加工。2.ZJ型机夹可转位BTA深孔钻头该钻头选用优质可转位...查看详细+

2019-01-21
什么叫深孔加工刀具?
深孔加工指长径比(即孔深L与孔径d之比)大于10的孔。普通的深孔L/d20~100的特深深孔则须在专用设备、专用深孔加工机床和深孔刀具进行加工。 深孔加工工艺特点: 1、刀杆受...查看详细+

